

咨询热线
0515-83755166
咨询热线
0515-83755166

联系人:施先生
手 机:13505112763
电 话:0515-83755166
邮 箱:715747239@qq.com
网 址:www.jssanyou.com
地 址:江苏省盐城市大丰区西团镇大龙工业集中区

表面加工质量主要指机械加工质量,包括宏观几何形状、表面粗糙度和刀痕方向。(1)宏观几何对磨损的影响是加工后实际形状与理想形状之间的偏差,即加工精度如圆度、圆柱度、平行度和垂直度等,宏观几何的偏差使得零件表面负荷的分布不均匀导致部分严重磨损。(2)表面粗植度对磨损的影响并非表面粗糙度值越小,磨损越小。由试验得知,钢结构抛丸清理机厂在每种载荷下都有一个合理的表面粗糖度使其磨损量小;在相同的载荷下,通常表面粗糖度值越小,磨损越小,但超过合理点后磨损又会逐渐上升。这是因为表面过于光洁,使接触表面增大,分子间吸引力增强,因而产生粘着磨损的可能性也就增大。(3)刀痕方向对磨损的影响刀痕方向对磨损影响较大,如果两摩擦表面的刀痕方向是平行的,且与运动方向一致,则磨损较小。钢结构抛丸清理机厂如果两摩擦表面的刀痕方向平行,但与运动方向垂直,则磨损较大。假如数控刀片标识越过健身运动方向,损坏在两者之间。

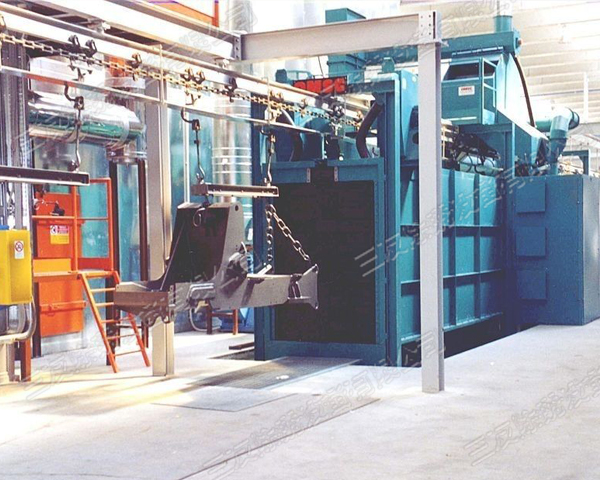
通过式抛丸机是凭借抛丸器精淮的高速抛射到产品工件的表面,去清除产品工件表面的锈蚀和污物,强化工件的内部分子,使得产品工件内部分子更加的紧密排列,进而使得产品工件的机械性能更强。钢结构抛丸清理机厂要知道,通过式抛丸机抛射弹丸主要是靠抛丸器,而抛丸器长时间的高速抛射,由于作用力的原因也会发生抛射具体位置有差的情况,出现该情况必须要进行抛丸器的调整。而如何调整抛丸器呢?很多人都是不了解的,实际上方法也很简单,钢结构抛丸清理机厂那就是调整定向套的具体位置,应该让弹丸拋射全部都落在被清理的产品工件上。检查调整的定向套具体位置是否准确,只需要利用木板或者是白纸替代被清理产品工件即可,启动抛丸器,输入少量的丸料,检查抛射带的具体位置,将定向套的具体位置调整到恰当具体位置。
设备的这一方面,在抛丸机生产厂家三友看来,其主要是有:(1)钢结构抛丸清理机厂作业人员必须携带劳动防护用品,然后才能工作。否则,严禁上班。(2)对于除尘设备,应进行周期性的开启,以便清除干净粉尘等。并且,当设备停机后,钢结构抛丸清理机厂不能立即停止除尘设备的运行。(3)抛丸清理机中的控制开关不可以经常电源开关,不然会导致电流量过大,损坏机器设备中的一些实验仪器。

履带式抛丸机,顾名思义,是装有耐磨橡胶履带或锰钢履带的设备,这也是一种清洗效果,并且结构紧凑,钢结构抛丸清理机厂使用的时候噪音小的清理设备,能大批量的对物件的表面进行清理、除锈。履带式抛丸机是一种小型清洗设备,它适合用于小型铸件、锻件、冲压件、齿轮、弹簧等件的清砂、除锈、去除氧化皮和表面强化,特别适用于不怕碰撞的零件的清理及强化。主要部件有:清洗室、抛丸机、提升机、分离器和电气系统。工作原理也很简单,钢结构抛丸清理机厂在打扫时放入规定数量的东西后,只要启动设备就可以了。

在这一问题上,抛丸机生产厂家兴华认为原因有三个,而且有对应的解决方法。原因一是轴和孔之间的摩擦太大,钢结构抛丸清理机厂不会造成严重的磨损,导致漏油。如果你想解决这个问题,你可以安装密封器以避免过度磨损。原因二:抛丸机的开关漏油,其原因,钢结构抛丸清理机厂则可能是阀有磨损或锈蚀,这时应及时更换新的,并采取一些预防措施来避免腐蚀。原因三:密封件有损坏,或是紧固件有松动。对于这两个,解决起来很简单,是为更换密封件,通过式抛丸机厂家以及对紧固件进行紧固。

基本上全部的铸钢件、灰铸造件、马钢、灰铸铁原材料等必须开展抛丸解决。这不但是以便消除锻造金属氧化物和砂的表面,并且是锻造产品质量检验前不可或缺的提前准备加工工艺,如大中型气体轮机罩壳在喷涌清理前务必开展高质量检测,以保证检测結果的可信性。在一般铸件生产中,抛喷丸清理是发现铸件表面缺陷如皮下气孔、渣孔以及粘砂、冷隔、起皮等的必不可少的工艺手段。有色金属铸件,如铝合金、铜合金等的表面清理,除清除氧化皮、发现铸件的表面缺陷外,更主要的目的是以抛喷丸来清除压铸件的毛刺和获得具有装潢意义的表面质量,获得综合效果。钢结构抛丸清理机厂冶金钢铁生产中,抛喷丸或者酸洗是保证钢铁大量生产中获得高生产率而采用的机械或化学联合去除磷皮的一种工艺方法。钢结构抛丸清理机厂在硅钢板、不锈钢板薄板等别的合金圆钢、带的生产制造中,在冷扎工艺流程的全过程中开展淬火后,要开展放圆或酸洗钝化解决,以便确保冷轧板的粗糙度和薄厚精度,务必释放链条式放圆机。

