

咨询热线
0515-83755166
咨询热线
0515-83755166

联系人:施先生
手 机:13505112763
电 话:0515-83755166
邮 箱:715747239@qq.com
网 址:www.jssanyou.com
地 址:江苏省盐城市大丰区西团镇大龙工业集中区

抛丸机机器设备的大规模安全隐患排查应根据复杂的劳动和极端的自然环境来确定检验周期时间重点检验吊钩有无裂纹、变形,吊钩螺母及其紧固机器设备松脱,检验套筒、芯轴、小圆孔、耳孔和标准件损坏情况费用申报标准中不允许使用铸造挂钩;钩体表面光洁,无裂纹、裂纹和镀锌钢丝绳损伤等缺点。单吊钩式抛丸机厂钩体上的缺点不能用电焊焊接。吊钩应配备安全装置,以避免意外脱钩。单吊钩式抛丸机厂短行程电磁制动器的驱动装置为单相电磁阀,具备重量轻、构造简单、控制方便的优势。通过式抛丸机长行程电磁制动器的驱动装置是一个三相电动电磁阀,具备转矩稳定、可靠性高的优势。缺点是冲击惯性大、振动和噪声大、铰链点多、易损坏,必须要经常调节。
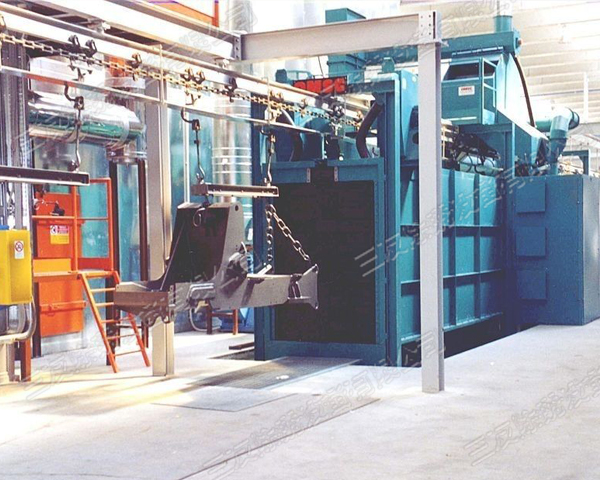
特点1、结构紧凑,效率高,清理质量好,工作安全可靠,运转平稳2、清理室采用高铬钢护板,耐磨耐冲击,强度好3、单吊钩式抛丸机厂采用动力滚筒输送.可通过重型、超长工件4、二级除尘(旋风除尘,布袋过滤器),吸风量大,灰尘过滤干净,空气排放符合环保标准钢结构焊件、H型钢、钢板及其它类型钢材的表面清理和强化,尤其汽车、拖拉机、柴油机、电机、阀门等行业最为适用。单吊钩式抛丸机厂能使清理完的工件呈现出洁净光亮的金属表面.提高工件的涂饰质量。适合于机车车辆厂摇枕、侧架、汽车发动机以及多种批量的铸件、锻件的表面清理,亦可对曲轴、连杆等工件进行表面抛丸清理。

因为不锈钢厚度不一样,氧化皮厚度也不一样,锻造时间也不一样。氧化皮薄的工件处理时间短,氧化皮厚的以及锈蚀严重的工件则相应增加处理时间。抛丸处理时间越长,工件表面的粗糙度越大。单吊钩式抛丸机厂处理时间过短,处理不干净,影响涂层质量。处理时间过长,一造成能量浪费和球团消耗增加,造成成本增加;二造成工件表面粗糙度增加,导致油漆消耗增加,抗性能降低。所以,必须控制合理的处理时间。根据抛丸机生产试验,抛丸时间应控制在60~180s。横梁抛丸线为间歇抛丸线,采用单面双面抛丸机处理。在喷丸过程中,工件表面通过工件的旋转得到均匀处理。其抛丸时间为60~180s。但由于横梁抛丸线为多种工件混流生产,其工件氧化皮厚度不同,再加上锈蚀件,所以抛丸时间也不同。纵梁抛丸线是通过式抛丸线,单吊钩式抛丸机厂采用双侧双抛丸器处理。

装配和安装质置对抛丸机配件磨损的影响,单吊钩式抛丸机厂机件的装配质量对磨损影响很大,特别是配合间隙不应过大或过小。当间隙过小时,不易形成液体摩擦,容易产生高的摩擦热,而且不利于散热,故易产生粘着磨损和摩擦副咬死现象。当间隙过大时,同样不易形成液体摩擦,而且会产生冲击载荷,加剧磨损。装配好的部件或机器也应正确地安装。假如安裝有误,负载遍布会不匀称或额外负载,设备实际操作不灵便,噪声和发热量,导致初期损坏。抛丸机配件结构特点及运动性质对磨损的影响机件结构及运动性质不同,则磨损的情况也不一样。如滚动摩擦的磨损远远小于滑动摩擦的磨损,通常滚动摩擦磨损量为滑动摩擦磨损量的一半或更小。润滑对抛丸机配件磨损的影响润滑对减少机件的磨损有着重要的作用。例如,液体润滑状态能防止粘着磨损;供给摩擦副洁净的润滑油可以防止磨料磨损;正确选择润滑材料能够减轻腐蚀磨损和疲劳磨损等。单吊钩式抛丸机厂在机件运行良好的润滑摩擦副中保持足够的润滑剂,可以减少摩擦副金属与金属的直接摩擦,降低功率消耗,延长机件使用寿命,保证设备正常运转。润滑可有效地改善磨损的影响,对机械维护有很重要的意义。

