

咨询热线
0515-83755166
咨询热线
0515-83755166

联系人:施先生
手 机:13505112763
电 话:0515-83755166
邮 箱:715747239@qq.com
网 址:www.jssanyou.com
地 址:江苏省盐城市大丰区西团镇大龙工业集中区

在通过式抛丸机的分离器清理过程中,从渐进式抛丸机的上出料口排出的颗粒砂混合物通过斜槽分离器沿分离长度均匀分布,并进入分离区,形成颗粒砂流帘。连续通过式抛丸机厂在重力和水平气流的作用下,颗粒、废料和细颗粒根据不同的比重分别落,入各自的通道。纯净合格的颗粒通过筛板进入输丸管道上方的料斗,由喷丸装置循环用到;块状杂物被隔离,并被屏幕清除。沙粒和粉碎的小颗粒抛射体偏移间隔很大,落入废料斗进行清理。连续通过式抛丸机厂灰尘通过除尘管道排出,细微的灰尘被吸入除尘系统,净化后的气体被排放到大气中,颗粒灰尘被捕获和收集。

因为不锈钢厚度不一样,氧化皮厚度也不一样,锻造时间也不一样。氧化皮薄的工件处理时间短,氧化皮厚的以及锈蚀严重的工件则相应增加处理时间。抛丸处理时间越长,工件表面的粗糙度越大。连续通过式抛丸机厂处理时间过短,处理不干净,影响涂层质量。处理时间过长,一造成能量浪费和球团消耗增加,造成成本增加;二造成工件表面粗糙度增加,导致油漆消耗增加,抗性能降低。所以,必须控制合理的处理时间。根据抛丸机生产试验,抛丸时间应控制在60~180s。横梁抛丸线为间歇抛丸线,采用单面双面抛丸机处理。在喷丸过程中,工件表面通过工件的旋转得到均匀处理。其抛丸时间为60~180s。但由于横梁抛丸线为多种工件混流生产,其工件氧化皮厚度不同,再加上锈蚀件,所以抛丸时间也不同。纵梁抛丸线是通过式抛丸线,连续通过式抛丸机厂采用双侧双抛丸器处理。

通过式抛丸机是凭借抛丸器精淮的高速抛射到产品工件的表面,去清除产品工件表面的锈蚀和污物,强化工件的内部分子,使得产品工件内部分子更加的紧密排列,进而使得产品工件的机械性能更强。连续通过式抛丸机厂要知道,通过式抛丸机抛射弹丸主要是靠抛丸器,而抛丸器长时间的高速抛射,由于作用力的原因也会发生抛射具体位置有差的情况,出现该情况必须要进行抛丸器的调整。而如何调整抛丸器呢?很多人都是不了解的,实际上方法也很简单,连续通过式抛丸机厂那就是调整定向套的具体位置,应该让弹丸拋射全部都落在被清理的产品工件上。检查调整的定向套具体位置是否准确,只需要利用木板或者是白纸替代被清理产品工件即可,启动抛丸器,输入少量的丸料,检查抛射带的具体位置,将定向套的具体位置调整到恰当具体位置。
转台式抛丸机首要适宜中小型工件的表面清算的出产,这规格的设备适宜于发起机连杆,齿轮,膜片弹簧等,普遍运用于锻造和汽车制造业,具有出产效率高,密封结果好,结构紧凑,连续通过式抛丸机厂装卸件便利技艺含量特性。对于清理结果的管理和逐步生产率。在室顶一台高速改变的抛丸器,连续通过式抛丸机厂对工件进行方位的抛射,工件跟着转台转出室体时,可直接看到清算结果,以便停止下一步任务。在传动装置驱动器刮刀翻转后,沙子根据球管到挑选机的下边,随后挑选机提及的分离设备终止分离出来,详细球根据球管和门再次应用球,粉碎的炮弹和尘土再度进到另一回应管终止第二次分离出来。

抛丸机机器设备的大规模安全隐患排查应根据复杂的劳动和极端的自然环境来确定检验周期时间重点检验吊钩有无裂纹、变形,吊钩螺母及其紧固机器设备松脱,检验套筒、芯轴、小圆孔、耳孔和标准件损坏情况费用申报标准中不允许使用铸造挂钩;钩体表面光洁,无裂纹、裂纹和镀锌钢丝绳损伤等缺点。连续通过式抛丸机厂钩体上的缺点不能用电焊焊接。吊钩应配备安全装置,以避免意外脱钩。连续通过式抛丸机厂短行程电磁制动器的驱动装置为单相电磁阀,具备重量轻、构造简单、控制方便的优势。通过式抛丸机长行程电磁制动器的驱动装置是一个三相电动电磁阀,具备转矩稳定、可靠性高的优势。缺点是冲击惯性大、振动和噪声大、铰链点多、易损坏,必须要经常调节。

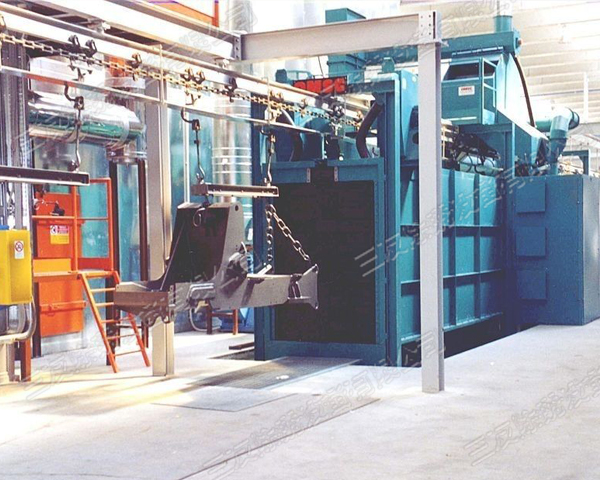
机器的结构由上料机构、送进辊道、抛丸清理机、送出辊道、下料机构、气控系统、电控系统及除尘系统等组成。连续通过式抛丸机厂借助PLC电气控制,气阀气缸气动控制上卸料系统,弹丸可控闸门以及弹丸输送等故障检测,实现整机自动控制,悬链式抛丸机从而具有生产率高、可靠性好和自动化程度程度先进等特点。1、工件清理顺序上料支架→上料机构上料→进入抛丸室→抛丸处理(工件边前进边旋转)→送出抛丸室→下料机构下料→下料支架2、弹丸循环顺序弹丸储存→流量控制→抛丸处理工件→斗式提升机垂直提升→丸渣分离→(再循环)本设备选用的抛丸器为单元盘曲线叶片,它是我们应用先进技术经精密加工安装而成,主要由叶轮、主轴与主轴承座、罩壳、定向套、分丸轮、叶片、护板、传动装置、电机与轴承等零部件组成。因为该抛丸器为模块盘构造,弹丸轮破注入特性好,连续通过式抛丸机厂输出功率投影量大,该抛丸器叶子车身贴近主轴轴承端,合理配置,配备有效,紧凑型,维护保养便捷。

